|






| |
Doppelkronen
aus NEM-Legierungen
-
SONDERDRUCK
aus Heft 1, 41. Jahr, 12. Januar 1990
Zum Stand der dentalen Technik
Von U. Stüttgen
Die von den
Edelmetall-Legierungen her bekannten Doppelkronen - Techniken lassen sich
nicht ohne Modifikationen auf Doppelkronen aus Nichtedelmetall Legierungen
übertragen. Die materialspezifischen Eigenschaften von NEM - Legierungen
erfordern auf dem Gebiet der parallelwandigen Teleskopkronen und der
Konuskronen neue Lösungsvorschläge. Drei verschiedene NEM -
Doppelkronentypen werden in nachfolgender Arbeit vorgestellt und diskutiert.
In Anbetracht der auf dem Kopf
stehenden bundesdeutschen Bevölkerungspyramide und unter dem Eindruck der
neu in Kraft getretenen Gebührenordnung für Zahnärzte erscheint es dringend
erforderlich, für die vor uns liegenden Jahre ein finanziell tragbares
Teilprothesenkonzept zu entwickeln, das trotz deutlicher Einsparungen keine
qualitativen Einbußen nach sich zieht. Als die zweckmäßigste Lösung zur
Versorgung des stärker reduzierten Lückengebisses und damit wird man es
aller Voraussicht nach in Zukunft vermehrt zu tun haben gilt die mit
Doppelkronen verankerte Teilprothese.
Zu den Doppelkronen zählen die
»Teleskopkronen« und die »Konuskronen«. In der Vergangenheit wurden die
Doppelkronen nahezu ausschließlich aus hochgoldhaltigen Legierungen
hergestellt. Die klinischen Erfahrungen mit den hochgoldhaltigen
Doppelkronen waren weltweit hervorragend. Mit der Einführung der NEM -
Legierungen in die kassenzahnärztliche Zahnheilkunde erkannte man sehr
schnell, daß eine einfache Übertragung von »Edelmetall - Techniken« auf
Nicht-Edel-Metall - Legierungen (NEM-Legierungen)« nicht möglich war. Nach
mittlerweile zehnjähriger Erfahrung mit NEM Legierungen bietet die dentale
Technik heutzutage einige sehr interessante Lösungsvorschläge an, um die
bekannten Vorteile der Doppelkronen Technik auch mit NEM-Legierungen
realisieren zu können.
Lösungsvorschläge für
NEM-Doppelkronen
Die NEM-Legierungen mit ihren
gegenüber hochgoldhaltigen beziehungsweise goldreduzierten Legierungen
doppelt so hohen Elastizitätsmoduln bereiten bei der Anfertigung
parallelwandiger teileskopierender Verbindungen größte Schwierigkeiten. Die
Doppelkronentechnik mit NEM-Konuskronen ist demgegenüber als relativ
unproblematisch zu bezeichnen. Um die Vorteile der parallelwandigen
Teleskopkronen auch bei NEM-Doppelkronen nutzen zu können, werden in
zunehmendem Maß parallel zueinander stehende Friktionsstifte in Konuskronen
eingearbeitet. Die nachträgliche Einarbeitung von Friktionsstiftchen
geschieht im Regelfall mit Hilfe der Funkenerosions - Technik.
Kunststoffteile zum
Friktionserhalt bei Doppelkronen sollen im Rahmen dieser Arbeit nur
beiläufig angesprochen werden (s. Auflistung der Doppelkronen nach ihrem
Herstellungsverfahren). Ohne Frage eröffnen sich aber gerade in der
Kunststofftechnik Möglichkeiten, die heute nur erahnt werden können. Wie
lassen sich nun die Doppelkronen nach Art ihrer zahntechnischen Herstellung
klassifizieren ?
Um einen
Überblick über die Herstellungsmöglichkeiten von NEM – Doppelkronen zu
gewinnen, sei folgende Auflistung behilflich
|
Primärteil-Herstellung mit Hilfe der Frästechnik.
Endbearbeitung des Primärteils unter Zuhilfenahme des
Fräsgerätes
Sekundärteil-Herstellung nach konventionellen Modellations -
Techniken.
Sehr aufwendige
Technik, die umfangreiche Erfahrungen mit NEM - Legierungen
erfordert.
Primärteil-Herstellung
mit Hilfe der Frästechnik. Endbearbeitung des
P rimärteils
unter
Zuhilfenahme des Fräsgerätes
Sekundärteil-Herstellung in Aufgußtechnik. Diese Technik
erfordert ein persönlich
erworbenes »Know how«, da nur wenig Literatur über
die Aufgußtechnik zu finden ist.
Primärteil- und Sekundärteil Herstellung beliebig
|
Primärteil-Herstellung ohne Frästechnik.
Sekundärteil-Herstellung nach konventionellen Modellations -
Techniken. Primärteil-Herstellung mit Frästechnik.
Sekundärteil-Herstellung in Aufgußtechnik
Primärteil-Herstellung mit Frästechnik.
Sekundär-Herstellung einschl.
Prothesengerüst auf dubliertem
Arbeitsmodell im Modellgußverfahren
Zusätzliche Einarbeitung von Friktionsstiftchen mit
Hilfe der Funkenerosion.
Natürlich
lassen sich aus den aufgelisteten Lösungsvorschlägen für das
»NEM-Doppelkronen-Problem« noch eine Vielzahl von Varianten
ableiten. Der Autor ist
für jede Anregung, die zur Vereinfachung der NEM -
Doppelkronentechnik führen könnte, dankbar.
Zur näheren Erläuterung seien aus
der Vielzahl von Lösungsvorschlägen drei Varianten
herausgenommen:
-
Doppelkronen mit
einem Konuswinkel von 0—4 Grad ohne Frästechnik;
-
Doppelkronen in
Aufgußtechnik;
-
Konuskronen mit
parallel eingesetzten Friktionsstiftchen
|
Durch den Verzicht
auf die Frästechnik soll bei der Doppelkronenherstellung eine
möglichst große Stumpfnähe erreicht werden. Zusätzlich wird die
äußerst schwierige Formgebung des Primärteils im Bereich von
stufen- bzw. hohlkehlförmigen Präparationsgrenzen durch das
Umgehen der Frästechnik erleichtert. Des weiteren geht man davon
aus, daß das Primärteil für eine fräsende Formgebung stabiler
gestaltet werden muss als bei einer »Frei-Hand-Bearbeitung«. Ein
sauber gegossener Primäranker läßt sich mit einiger Übung und
dem nötigen »Know-how« problemlos von Hand bis zur
Hochglanzpolitur bearbeiten. Bei parallelwandigen Seitenflächen
kann erfahrungsgemäß auf ein Fräsgerät nicht verzichtet werden.
Die bearbeiteten Flächen werden abschließend zum Ausschluss
untersichgehender Stellen, die unbedingt vermieden werden
müssen, mit einem Haarlineal kontrolliert.
Die
Wandstärke der Primärkrone kann bei dieser Technik bis unter 0,1
mm reduziert werden. Der angestrebte Konuswinkel beträgt
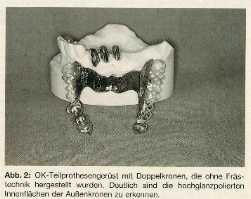
zwischen 0 bis 4 Grad. Die Innen- und Außenteile sollen im
Endzustand eine möglichst weitgehende Flächenpassung zeigen,
d.h., die Sekundäranker sitzen den Primärankern im Unterschied
zu der konventionellen Konuskronen-Technik flächenhaft auf. Die
Innenflächen der Außenkronen sind hochglanzpoliert (s. Abb. 2.
Die
Verblendung des Außenteils kann je nach Wunsch des behandelnden
Zahnarztes entweder mit Kunststoff oder mit Keramik erfolgen.
Bei der Verwendung von Verblendkunststoffen hat sich das
Silanisieren der zu verblendenden Außenflächen praktisch
bewährt. Die Abbildungen 1 und 2 zeigen zwei mit der vorstehend
geschilderten Technik hergestellte Arbeiten.
|
Ausgewählte NEM-Legierungen ermöglichen die Herstellung von
Sekundärteilen in der sog. Aufgußtechnik. Hierdurch wird es bei
ausreichender Dimensionierung der Primärkrone (Wandstärke zirka
0,2 mm) möglich, Sekundärteile in Kombination mit dem jeweiligen
Prothesengerüst in einem Guß herzustellen. Ergänzend sei darauf
hingewiesen, daß das gemeinsame Gießen von Außenteilen und
Prothesengerüst auch mit dublierten Arbeitsmodellen nach der
Methode der »Modellgußtechnik« grundsätzlich möglich ist.
Die
Oxidationsfreudigkeit der NEM-Legierungen kommt der
Aufgußtechnik prinzipiell entgegen. Die sich bildende
Oxidschicht ermöglicht das mechanische Trennen der aufgegossenen
Außenteile von den Innenteilen. Durch eine spezielle mechanische
Nachbearbeitung der Innenfläche des Außenteils ist es möglich,
die gewünschten Doppelkronenpassungen herzustellen. Beim
augenblicklichen Stand der Technik müssen leicht angerauhte
Innenflächen der Außenkronen noch in Kauf genommen werden. Dies
ist unter Berücksichtigung der anzustrebenden Prothesenhygiene
als Einschränkung zu bewerten. Die Lösung des angesprochenen
»Hochglanzproblems« ist jedoch schon in greifbarer Nähe. An
geeigneter Stelle wird darüber berichtet werden.
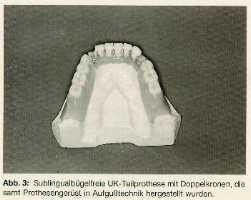
Ziel
der Aufgußtechnik ist es, eine Flächenpassung zwischen den
teleskopierenden Teilen herzustellen. Daß die Aufgußtechnik eine
äußerst sensible Technik zur Herstellung von Doppelkronen ist,
wird jedem, der routinemäßig NEM-Legierungen verarbeitet,
verständlich sein. Die Passungen der aufgegossenen Teile sowie
das Vermeiden von Lötstellen und nicht zuletzt die großen
Zeitersparnisse bei umfangreichen prothetischen Konstruktionen
durch den einen — alles entscheidenden — Guß lassen die
Aufgußtechnik in Kombination mit NEM-Legierungen als besonders
interessant erscheinen. Die Abbildungen 3 und 4 zeigen eine mit
Hilfe der Aufgußtechnik hergestellte Doppelkronen-Arbeit.
|
Die Doppelkronen mit
Friktionsstiftchen sind schon relativ gut bekannt. Ihre
Verbreitung geht einher mit der Verbreitung der
Funkenerosions-Technik. Zur Herstellung der Doppelkronen mit
Friktionsstiftchen sei kurz ausgeführt, daß nach der
Anfertigung von konusförmigen Doppelkronen mit Hilfe der
Funkenerosion hochpräzise, parallel zueinander verlaufende
Bohrungen angelegt werden, die den Friktionsstiftchen als
»Laufbuchsen« dienen. Dabei ist sorgfältig darauf zu achten, daß
im Bereich der anzulegenden Bohrungen genügend Substanz für die
allseitig geschlossenen »Laufbuchsen« vorhanden ist. Die
Friktionsstiftchen werden schließlich durch Plasma - Schweißen
mit den Außenteilen verbunden. Im Gegensatz zu den klassischen
Konuskronen halten die mit den Friktionsstiftchen modifizierten
Konuskronen eine exakt einstellbare Friktionskraft über die
Länge ihrer Friktionsstiftchen aufrecht. Praktisch bedeutet
dies, daß solche Doppelkronen selbst nach einem längeren
Abziehweg noch ihren friktiven Kontakt
Bei den
parallelwandigen Teleskopkronen liegt die über eine
Fugenpressung bewirkte elastische Verformung in der Kronenhülse
selbst. Bei den wesentlich schwerer zu verformenden
NEM-Legierungen verlegt man die elastische Verformung sozusagen
auf die Friktionsstiftchen. Daher sind auf dem Gebiet den NEM
Legierungen die mit Hilfe der Funkenerosion in Kombination mit
dem Plasma - Schweißverfahren eingebrachten Friktionsstiftchen
eine sehr elegante Methode, um das Friktionsverhalten von
parallelwandigen Teleskopen aus EM-Legierungen mit Doppelkronen
aus NEM-Legierungen zu simulieren.
Auch bei dieser
Technik kann zur Vermeidung von Lötstellen, die nicht nur bei
NEM - Legierungen problematisch sind, das Prothesengerüst samt
allen Sekundärankern nach der Dublierung des Arbeitsmodells im
Modellgußverfahren hergestellt werden. Die Verblendung der
Außenteile kann wahlweise mit Kunststoff oder Keramik erfolgen.
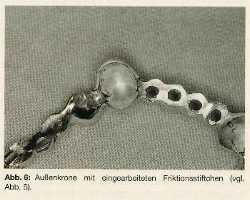
Die nachstehenden Abbildungen zeigen eine partielle
Unterkieferprothese, die über Doppelkronen mit
Friktionsstiftchen am Restgebiß verankert ist (Abb. 5 und 6).
Danksagung: Für die
wertvollen Anregungen bei der Abfassung des vorliegenden Textes
sowie für die Herstellung der abgebildeten zahntechnischen
Arbeiten dankt der Verfasser den Zahntechnikermeistern Chr.
Biolik , L. Katnawatos (6200 Wiesbaden - Biebrich) und S. Kiefer
(7530 Pforzheim) sowie Herrn Zt. N. Scherer (6239 Kriftel/
Taunus).
Anschrift des
Verfasser: Prof. Dr. U. Stüttgen,
Inst. f. zahnärztl. Werkstoffkd. u.
Technologie der Johannes – Gutenberg - Universität, Saarstr.
21, 6500
Mainz.
Alle Rechte, auch die des
auszugsweisen Nachdrucks, der photomechanischen Wiedergabe und
der Übersätzung vorbehalten. Werk-Verlag Dr. Edmund Banaschewaki
GmbH. 8032 München-Gräfelfing. Druck: Universitätsdruckerei Dr.
c. Wolf & Sohn, Heidemannstraße 166, 8000 München 45.
|
Für weitere Informationen wenden Sie
sich bitte an:
|